
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |

This is my 30" Bourke-Cycle Prototype engine. It was fabricated
around the parameters of the original prints. Video is posted on
bourkeengine.net click the picture
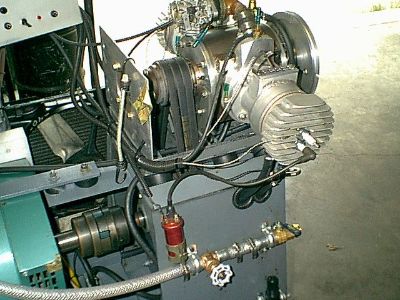
I was surprised the first time it ran, after warm-up, in full diesel,
ignition switched off, with no power loss. The "exhaust note" is
unique. Combustion chamber pulses are supersonic with flame
speeds in excess of 5,000 ft./sec. The secret is in his "combustion
event management". Faster burns allow more time for expansion
and cooling in the cylinder.
Homebuilt Bourke 30 C.I.D. engine.
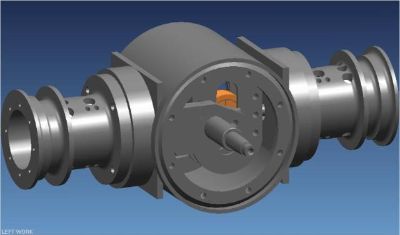
Initial modeling of the Proto 30" homebuilt engine. Count on
knowing a good tig welder. Bourke's cylinders and cases were
cast one piece. Proto cylinders are built-up from
base turning, weld on intake, transfer, and water jackets.
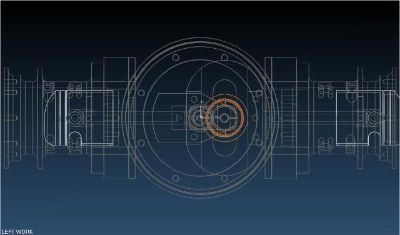
Line drawing cross section. This is a precision assembly. All
parts must be square and true. Parts require no more
precision than current conventionals. Proper heat treatment
and finish grinding go without saying.
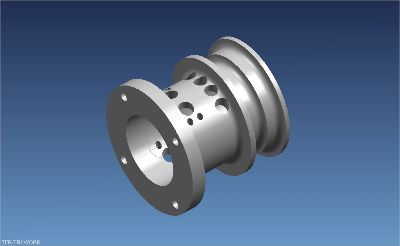
Basic cylinder turning. Gasflow is probably less than optimal
in this type of cylinder, although it satisfied the design intent
of the project. Proto II wil be flow tested.

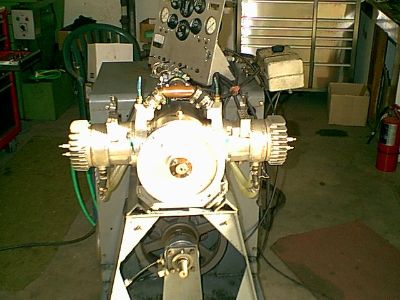
30" crosshead assembly with one piston blanked for clarity.
The geometry generated by this SCOTTISH YOKE is the
foundation of the design. Not only does it generate high
compression, but a LONGER DURATION of the compression
event. What does the formula say about FIXED VOLUME?
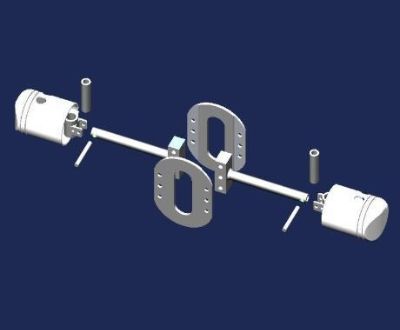
Blow-up of the 30" rod yoke assembly. This represents one mass-
the "bullet"- that is thrown between two alternating
explosions (detonations). 100% dynamic balance is produced
by "exchange of momentum" rather than by counterweights.
The faster it revs, the smoother it gets.
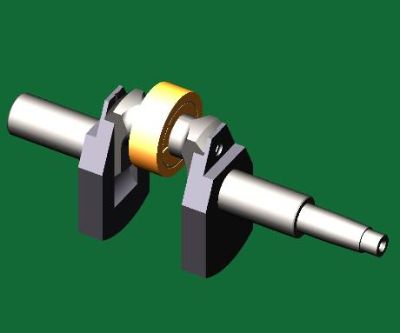
Roller cam is counterweighted and spins as smoothly as a
flywheel. Strobe balanced to 10k plus.

My Bourke workbench.

My proto 30" model was made on simple machine tools.
Piston blanks are cast aluminum. With die-casting, cost
per piece can be comparable with conventionals.

Setting-up to bore pin holes and cut transfer slot.
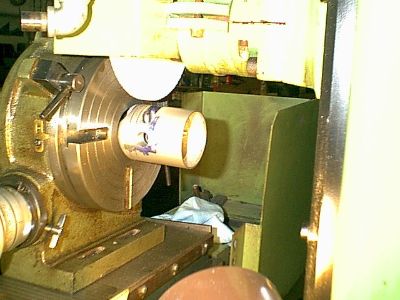
I used my surface grinder with vertical rotary table to grind
cam relief for piston clearance. Cobbled, but it works.